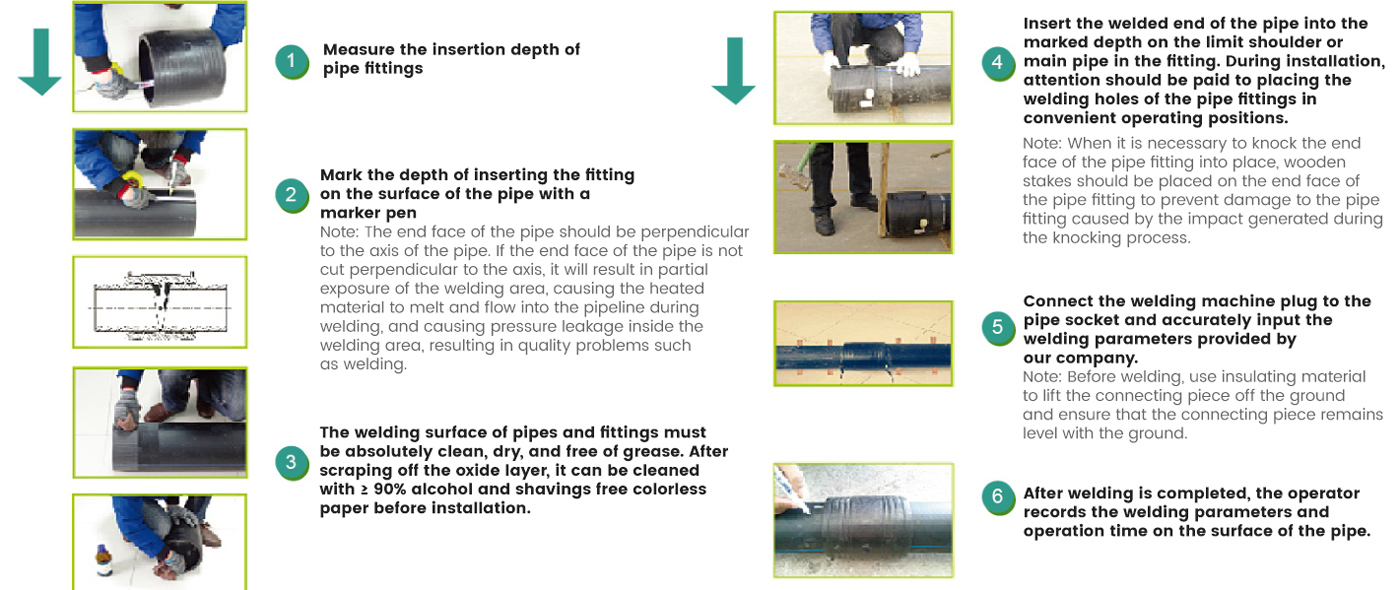
◉ The construction is convenient, fast and cost-effective.
◉ High connection strength and no leakage.
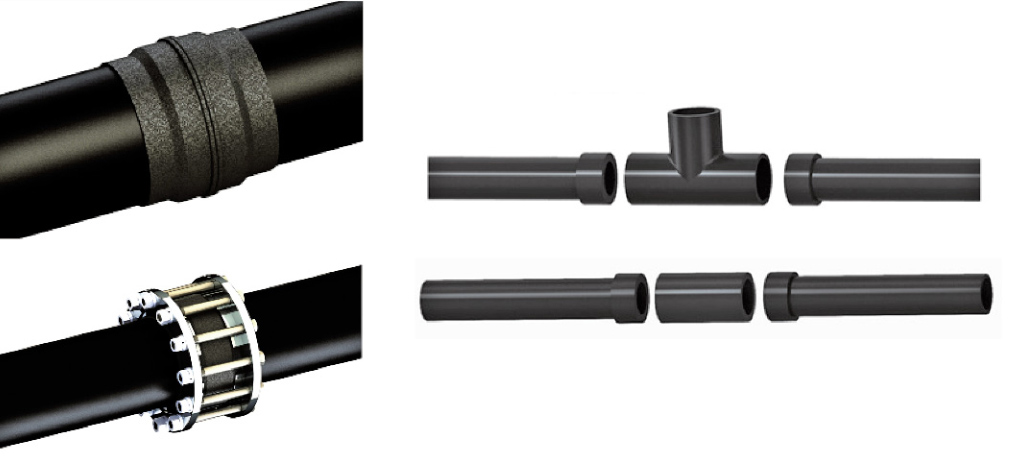
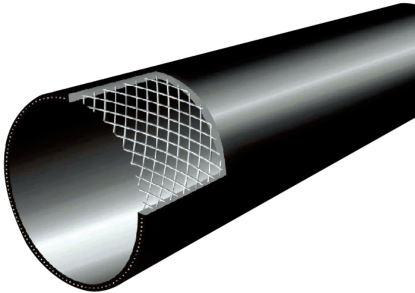
◉ Solved the problems of leakage of The cross helically wound steel wires reinforced polyethylene composite pipe and water channeling between steel wire and plastic layers.
◉ EJSRUP is in contact with the transmission medium with PE-UHMW inner pipe, which has the excellent performance of PE-UHMW, such as wear resistance, corrosion resistance, self-lubricating, non scaling, extremely low friction coefficient
and low transmission energy consumption.
◉ Good hygiene performance, no secondary pollution of drinking water, in accordance with GB/T 17219 safety evaluation
regulations.
◉ The inner wall is smooth without scaling, and the water flow resistance is small.
◉ The end injection molded steel skeleton polyethylene composite pipe is a new type of pipe with excellent performance, which is widely used in fluid pressure transmission projects.




































 No. 256 Jinggang Road, Zhangjiagang Free Trade Zone, Jiangsu, China
No. 256 Jinggang Road, Zhangjiagang Free Trade Zone, Jiangsu, China  +86-13372133995
+86-13372133995  +86-512-58328610
+86-512-58328610  zhuml@stpipe.cn
zhuml@stpipe.cn